佛山市南海区罗村齐昌塑料机械厂
联系人:陈小姐
电话:0757-86481545 / 86419811
手机:13827794801
邮箱:fsqichang@163.com
fsqichang2@163.com
传真:0757-86483340 / 81263850
网址:www.cnqichang.com
地址:佛山市南海区罗村镇联和工业东区13路3号
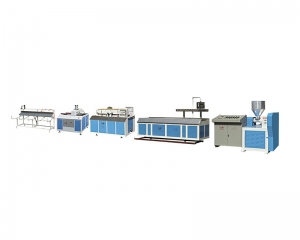
塑料挤出机螺杆转速直接决定出胶量和挤出速度,正常生产总希望尽可能实现最高转速及实现高产,对挤塑机要求螺杆转速从起动到所工作转速时,可供使用的调速范围要大。而且对转速的稳定性要求高,因为转速的波动将导致挤出量的波动,影响挤出质量,所以在牵引线速度没有变化情况下,就会造成线缆外径的变化。同理如牵引装置线速波动大也会造成线缆外径的变化,螺杆和牵引线速度可通过操作台上相应仪表反映出来,挤出时应密切观察,确保优质高产。
塑料挤出机外径的控制
如上所述为了保证制品线缆外径的尺寸,除要求控制线芯(缆芯)的尺寸公差外,在挤出温度、螺杆转速、牵引装置线速度等方面应有所控制保证,而外径的测量控制则综合反映上述控制的精度和水平。在挤塑机组设备中,特别是高速挤塑生产线上,应配用在线外径检测仪,随时对线缆外径进行检测,并且将超差信号反馈以调整牵引或螺杆的转速,纠正外径超差。
塑料挤出机收卷要求的张力控制
为了保证不同线速下的收线,从空盘到满盘工作的恒张力要求,希望收排线装置有贮线张力调整机构,或在电气上考虑恒线速度系统和恒张力系统的收卷等等。
塑料挤出机组的电气自动化控制
这是实现高速挤出生产线应具备的工艺控制要求,主要是:开机温度联锁;工作压力保护与联锁;挤出、牵引两大部件传动的比例同步控制;收线与牵引的同步控制;外径在线检测与反馈控制;根据各种不同需要组成部件的单机与整机跟踪的控制。

电话:0757-86481545 / 86419811 手机号码:13827794801(陈小姐)
传真:0757-86483340 / 81263850 邮箱:fsqichang@163.com / fsqichang2@163.com
工厂地址:佛山市南海区罗村镇联和工业东区13路3号
Copyright © http://www.cnqichang.cn/ 佛山市南海区罗村齐昌塑料机械厂 专业从事于 EVA热熔胶挤出设备,PVC卫浴胶条挤出设备,PVC阴阳角生产线设备 , 欢迎来电咨询!
我司官方小程序
 在线咨询
在线咨询