佛山市南海区罗村齐昌塑料机械厂
联系人:陈小姐
电话:0757-86481545 / 86419811
手机:13827794801
邮箱:fsqichang@163.com
fsqichang2@163.com
传真:0757-86483340 / 81263850
网址:www.cnqichang.com
地址:佛山市南海区罗村镇联和工业东区13路3号
1.口模版精准定位不准确
鉴于模头内模版精准定位不准确,进而导致模口空隙不均衡,引发巴拉斯效用的水平不一样,水冷却后致使管材的厚度不均衡。
防范措施:效正模版间定位销,调整模口空隙。
2.模口的挤压成型尺寸短
模口的挤压成型尺寸的明确是挤出机头设计方案的至关重要。针对不一样的管材,用挤压成型尺寸来调整速率,使出入口料流均衡。不然,管材将会经常出现薄厚不匀及皱褶。
防范措施:参考有关实用手册,适度加長模口挤压成型尺寸。
3.模头加温不匀
鉴于模头发热板或电热圈的加温溫度不匀,促使模头内各部聚合物溶体粘稠度不相同,待水冷却收缩后,便产生不均衡的厚度。
防范措施:调整发热板或电热圈的溫度。
4.模口磨损不均衡
模口是挤压成型管材表面的零件,与物料直接接触,会发生磨损和腐蚀现象。模口之所以发生不均衡的磨损是由模口内壁与分流锥不一样部分的物料流速、流量、壁压、阻力不一样引发的。塑料通过模口后能得到一定的形状和尺寸。因而模口磨损将直接致使薄厚不匀。
防范措施:采用“节流与开源”的方法修补口模版空隙或分流锥角度。
5.物料含有杂质堵塞流道
流道的堵塞促使模口出入口的流速不均衡,物料不平稳,从而引发管材壁厚不均衡。
防范措施:注意原料的清洁,清理模头流道内杂质。

电话:0757-86481545 / 86419811 手机号码:13827794801(陈小姐)
传真:0757-86483340 / 81263850 邮箱:fsqichang@163.com / fsqichang2@163.com
工厂地址:佛山市南海区罗村镇联和工业东区13路3号
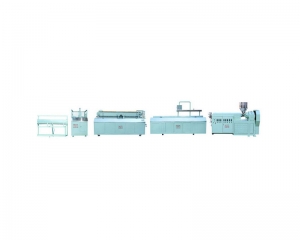
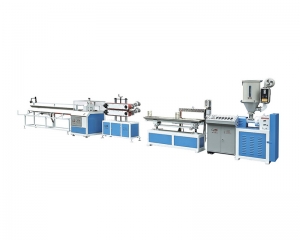
Copyright © http://www.cnqichang.cn/ 佛山市南海区罗村齐昌塑料机械厂 专业从事于 EVA热熔胶挤出设备,PVC卫浴胶条挤出设备,PVC阴阳角生产线设备 , 欢迎来电咨询!
我司官方小程序
 在线咨询
在线咨询