佛山市南海区罗村齐昌塑料机械厂
联系人:陈小姐
电话:0757-86481545 / 86419811
手机:13827794801
邮箱:fsqichang@163.com
fsqichang2@163.com
传真:0757-86483340 / 81263850
网址:www.cnqichang.com
地址:佛山市南海区罗村镇联和工业东区13路3号
一、准备工作所需的工具:
塞尺两把、游标卡尺一把、深度尺一把、内千分尺一把、铜棒一根(¢65×300)
二、调整螺杆间隙的方法:
1、先分清主副螺杆,从后端向前端看两螺杆成人字形,然后把大饼装好,把两螺杆同时推入料筒,打入定位销,装好两螺杆的垫铁,把两螺杆的标记转到上支点,锁紧大螺母,把两螺杆的花键套全部上到位,这时先不要急于调整螺杆间隙,应先测定一下两螺杆是否处于自由运动状态,只有两螺杆在自由运动状态的情况下才能正确调整螺杆间隙(意思是说无论用顶板顶住主螺杆或顶住副螺杆,则另一螺杆都能前后运动)。怎样才能使两螺杆达到自由运行状态的测试方法:用顶板顶紧副螺杆或顶主螺杆,顶哪一个螺杆都一样,用撬杠拨动另一螺杆看是否能前后运动。例如:顶紧副螺杆,拨动主螺杆不能前后运动,这就是说主螺杆的垫铁太厚了,前后一点间隙都没有,双螺杆咬死了,然后松开副螺杆,再顶紧主螺杆,拨动副螺杆,副螺杆能前后运动,这就证明,副螺杆的垫铁太薄了,从上述得出应修掉主螺杆的垫铁或加副螺杆的垫铁,一般加或减0.5mm左右(申威达机器的螺杆与螺杆的间隙不得小于0.3mm)。修整好后,再顶紧一螺杆,拨动另一螺杆,看两螺杆是否处于自由运动状态,如是就可以进行下一步工作,否则再进一步调整。
2、分别用塞尺测量出七、八段两螺杆的最小间隙和最大间隙的数据,分别计算出两螺杆的串动量。测量和计算的方法:
(1)用顶板顶紧副螺杆,用撬杠向后拨动主螺杆用塞尺测量出主螺杆七段最小间隙值是2.65mm,然后再用撬杠向前拨动主螺杆,用塞尺测量出主螺杆七段的最大间隙值是3.25mm,而后用最大值3.25-最小值2.65=0.60mm,这就是主螺杆的串动量。
(2)松开副螺杆再顶紧主螺杆,向后用撬杠拨动副螺杆用塞尺测量出八段副螺杆的最小值是2.85mm,然后再用撬杠拨动(向前)副螺杆,用塞尺测量出八段副螺杆的最大间隙值3.25mm,而后用最大值-最小值。例:3.25-2.85=0.40,这就是副螺杆的串动量为0.40mm
(3)把两螺杆得出的数据比较一下,得出主螺杆比副螺杆的串动量大0.60-0.40=0.20mm,这样是不能满足设备正常运转的。必须要调整一下螺杆的垫铁,根据两螺杆串量的差值0.20mm,因是双螺杆,所以要计算出它们的平均值:用0.20mm÷2=0.10mm,这0.10mm是加主螺杆还是加副螺杆呢?应该加在主螺杆的垫铁上,加0.10mm的铜皮,因为主螺杆的串量比副螺杆的串量大,所以要把铜皮加在主螺杆的垫铁上。(目的是为了两个螺杆的串动量相等)
这样就得出两螺杆的串动量相等,在生产过程中两螺杆的螺纹就不会碰撞(因为主螺杆间隙太大了,所以要加,或者减去副螺杆的垫铁0.10mm也行)。只能修整一个螺杆的垫铁。
注意:在加垫方面不要看理论数据,因为我们主要看主副螺杆的前后活动范围,哪个大,哪个小,大的就要加,小的就要减。我们有很多技术人员忽略了这个问题,只注重数据而不看实效。在前面得出的数据(主螺杆0.6mm,副螺杆0.4mm),这两个数据是指主副螺杆的串动量,串量越大,应加垫,串量越小,应减垫,这点必须注意。

电话:0757-86481545 / 86419811 手机号码:13827794801(陈小姐)
传真:0757-86483340 / 81263850 邮箱:fsqichang@163.com / fsqichang2@163.com
工厂地址:佛山市南海区罗村镇联和工业东区13路3号
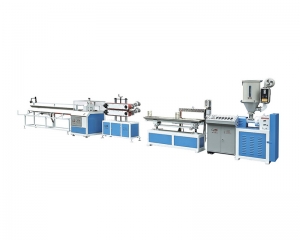
Copyright © http://www.cnqichang.cn/ 佛山市南海区罗村齐昌塑料机械厂 专业从事于 EVA热熔胶挤出设备,PVC卫浴胶条挤出设备,PVC阴阳角生产线设备 , 欢迎来电咨询!
我司官方小程序
 在线咨询
在线咨询