佛山市南海区罗村齐昌塑料机械厂
联系人:陈小姐
电话:0757-86481545 / 86419811
手机:13827794801
邮箱:fsqichang@163.com
fsqichang2@163.com
传真:0757-86483340 / 81263850
网址:www.cnqichang.com
地址:佛山市南海区罗村镇联和工业东区13路3号
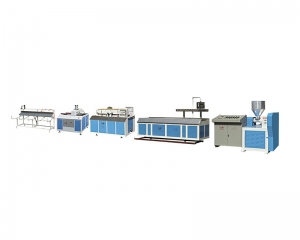
塑料管材生产线可以根据塑料的不同种类,分为很多类型,而目前选择这样一个IC管挤出机生产线用户越来越多,但是对于很多用户,在进行选择投资这样一个生产线以后,为了保障投资以后能正常的运转,对于不同塑料管材生产线故障解除方案,想更多的去了解,想具体了解,当遇到这些故障之后能知道用怎样的解除方案,帮助自己尽快的解决,使得设备能正常地进行运动。
当IC管挤出机生产线出现了内表面出现沟痕,可以通过检查内管是否已经进水,如果出现了进水之后,就会对刚出口模的管胚捏牢,变的内腔封闭,就会降低模具内部温度,所以要通过清理并抛光模具解决。
管道内部出现抖动环,要尽快调整定径套出水,保障出水均匀,而且还要调整二室真空度,使得后室真空度要略高于前室真空度,还要进行检查真空密封垫是否过紧,检查牵引机是否存在抖动的现象,检查主机出料是否均匀即可解决。
塑料管材生产线无真空故障,可以检查真空泵进水口看看是否堵塞,如果堵塞,可以用针状物进行疏通,还要检查真空泵工作是不是正常,检查真空管路有不是漏气,检查芯模压紧螺钉中间小孔是不是堵塞,如过出现了堵塞,可以通过用细铁丝进行疏通即可。
塑料管材IC管挤出机生产线管材外园尺寸超差故障,可以调整真空度大小,可改变外园的尺寸,在通过调整牵引速度,就可以改变外园尺寸,修正定径套内孔尺寸,就可以解决。
塑料管材生产线故障及处理方法介绍如下:
因为在进行塑料管材生产线生产时,出现了故障之后,就会导致塑料管材会出现表面粗糙,或者是内部抖动环,以及无真空等现象,要及时的进行有效地排除故障,才能提高产品的资料。
比如当生产的产品出现了外表面粗糙,可以调整工艺温度,降低冷却水温,PE管最佳冷却水温为20-25℃。而且要检查水路,是否存在堵塞以及水压不足的现象。还要检查机筒,机头,以及加热圈是否有损坏。还要调整定径套进水流量等。另外还要咨询原料供应商,问问本批次原料参数是多少。检查模具芯部的具体温度,如果高于口模区段的温度,要马上调低芯部温度,而且还要清理模具。
塑料管材外表面出现沟痕,可以调整定径套的出水压力,出水量要保证均衡。调整真空定型箱内喷嘴的角度,保证管材冷却均匀,还要检查口模,要看看定径套,切割机等方面的硬件是否存在杂物和毛刺等。只要能对塑料管材生产线故障处理了解,通过正确处理,就能保障设备正常运转。

电话:0757-86481545 / 86419811 手机号码:13827794801(陈小姐)
传真:0757-86483340 / 81263850 邮箱:fsqichang@163.com / fsqichang2@163.com
工厂地址:佛山市南海区罗村镇联和工业东区13路3号
Copyright © http://www.cnqichang.cn/ 佛山市南海区罗村齐昌塑料机械厂 专业从事于 EVA热熔胶挤出设备,PVC卫浴胶条挤出设备,PVC阴阳角生产线设备 , 欢迎来电咨询!
我司官方小程序
 在线咨询
在线咨询